
 EN / English
EN / English CN / 中文
CN / 中文














MRA-2

|
|
|

|
|---|---|
|
|
 |
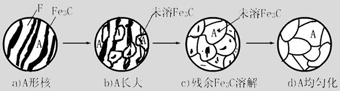
Brief introduction of residual austenite
|
Other test method defects:
- Generally, it is lossy detection. The sample needs to be sliced.
- X ray method, however, is expensive in equipment, high in operation and slow in measurement. The depth of the test layer (only about 10 seats) is easily affected by the quality of the test surface.
- Metallographic method has a certain degree of subjectivity, and operators can make better judgment on metallographic recognition with a high degree of awareness. In particular, some hardening treatments are not particularly good, and when the dividing line between martensite and austenite is not obvious, the error is relatively large, time-consuming and laborious.
Development of magnetic measurement technology
- With the rapid development of electromagnetic method to evaluate product quality at home and abroad, for example, the United States USES barkhausen effect to evaluate materials [1]. Yoshiyong et al. used magnetostriction effect to check the heat treatment state and carbon content of steel [2]. The martensite content on steel surface was detected by eddy current method [3]. The content of high chromium cast iron residues was detected by magnetic method on equal use in ganzhai of wisco [4]. The detection of residual austenite in ductile iron by xiao ke ze et al. [5-6] in Inner Mongolia institute of technology makes the application of magnetic measurement method in the determination of retained austenite content in materials gradually mature. The mra-2 type residual austenite measuring instrument developed by AIT and luoyang bearing research institute has solved the problem of rapid, economical and simple measurement of residual austenite.
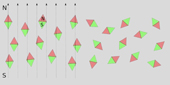
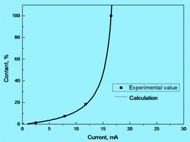
- After quenching, GCr15 bearing steel is ferromagnetic phase and non-ferromagnetic phase, in which austenite and carbides are non-ferromagnetic phase, the relative permeability is about 1.0, while martensite is ferromagnetic phase and the relative permeability is between 102 and 104. The difference between the two methods is used to establish the quantitative function relation between the unbalance current of bridge road and the residual austenite content of hardened steel, which can be used to detect the residual austenite content effectively.
Advantage of magnetic method for measuring residual austenite:
- Completely non-destructive, no damage to the workpiece;
- Rapid detection speed, detection of a workpiece in one minute can improve sampling frequency, so as to ensure timely adjustment of the process and improve product stability;
- Simple operation, good reproducibility and reproducibility of detection results, and computer software storage results, easy to call at any time to see.
|
|

|
|---|



Test conditions:
- Suitable for steel, cast iron and other ferromagnetic materials
- No dirt, oil film and oxide layer on the surface
- No strong electromagnetic interference within 3m.
Rma-2 parameters of residual austenite tester:
- Measuring the depth of the: 0.2~3mm
- Frequency range of measurement:20Hz~500Hz
- Single point test time is less than 10 seconds
- The sensitivity:>1mA/1%Volume content of austenite
- Measuring range: 0~100%
- Repeated measurement error:≤ ±0.5%
- 电源:AC220±5%,50Hz±2%
- power≤100W
- The weight of the:10.00 Kg
- Sensor size:The standardφ7mm(customizable)
Other features:
- Instruments can be used with automation equipment (optional)
- Easy to use and mobile to use
- Software can be customized according to customer requirements (optional)
- On-line inspection

|
|---|
- ATTEN:Mr. CHENG
- TEL:+86 13910088723
- E-MAIL:kingcyy@126.com
| www.aittest.com |
|---|
Cost comparison of magnetic method and X-ray method:
| Purchase cost equipment usage cost | Workpiece cost | Tester requirements | Use fixed number of year | Finally gains | |
|---|---|---|---|---|---|
| Magnetic method |
The relatively low No consumables |
No workpiece consumption | General tester | More than ten years | The cost is low |
| X ray method |
The relatively high No consumables |
Spare parts are expensive | Professional tester | More than ten years | expensive |
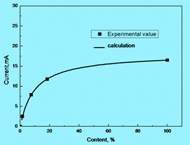
| Comparison of bearing ring paralympic content | |
|---|---|

|
|
|
|
| The curve calibration | |
AITTEST®
AITTEST provides users and research partners with a full range of non-destructive testing technologies, both in the field of basic research and applied research. Our researchers, engineers, and technicians work on the development of modern automated intelligent test applications, including feasibility studies, consulting, training and inspection services, and the creation of system prototypes.
-
As an international leading research and development center in the field of (MTT) technology, AITTEST focuses on:Innovation of nondestructive testing technology
Deep research on magnetic technique
Development of automation and intelligent testing technology
Automation plant upgrade - Application-oriented solutions cover the entire value chain with the aim of strengthening the competitive position of industry partners at the domestic and international levels.


