
 EN / English
EN / English CN / 中文
CN / 中文














MRA-2
-
< 上一个产品 没有了

|
|
|

|
|---|---|

|
|
 |
残余奥氏体简介
|
其他测试方法缺陷:
- 一般都是有损检测,需要将样件做成切片。
- X射线法,但其设备昂贵,操作要求高,测量速度慢,测试层深浅(只有约10个μ)易受测试表面质量影响,不方便在现场对大批量、大尺寸的产品进行检测等缺点。
- 金相法带有一定程度的主观性,操作员对金相的认知程度高才能做出较好的判断,尤其有些硬化处理不是特别好,马氏体与奥氏体的分界线不是很明显时,误差就相对较大,费时费力。
磁性法测量技术的发展
- 随着电磁法在国内外对产品质量进行评价的快速发展,如美国利用巴克豪森效应对材料进行评价[1];日本吉永等利用磁致伸缩效应检查钢材的热处理状态和含碳量[2];北川等用涡流检测钢材表面的马氏体含量[3];国内武钢集团甘宅平等用磁法检测高铬铸铁残奥含量[4];内蒙古工学院肖柯则等检测球墨铸铁中的残奥[5-6]等,使磁测法在测试材料中的残余奥氏体含量的应用逐步成熟。AIT与洛阳轴承研究所共同研制的MRA-2型残余奥氏体测量仪很好的解决了快速、经济、简单的测量残余奥氏体的问题。
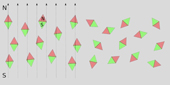
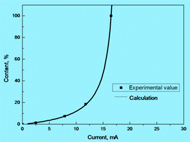
- GCr15轴承钢淬火后为铁磁相和非铁磁相二相体,其中残余奥氏体、碳化物为非铁磁相,相对磁导率μr≈1.0,马氏体为铁磁相,相对磁导率102~104之间。利用两者差异建立起桥路不平衡电流和淬火钢中残余奥氏体含量的定量函数关系,有效地对残余奥氏体含量进行检测,利用该方法可在现场对产品检测,亦可在生产流水线上应用,有广泛的应用前景。
磁性法测量残余奥氏体的优势:
- 完全无损,对工件不会造成任何破坏;
- 检测速度快,检测一个工件在一分钟内可以提高抽检频率,这样就能很大限度保证及时调整工艺,提高产品的稳定性;
- 操作简单,检测结果重现性和再现性好,且有计算机软件存储结果,便于随时调用查看。
|
|

|
|---|



测试仪使用条件:
- 适用于钢,铸铁等铁磁性材料
- 表面无污垢、无油膜及氧化层
- 3m以内无强电磁干扰。
残余奥氏体测试仪RMA-2参数:
- 测量深度: 0.2~3mm
- 测量频率范围:20Hz~500Hz
- 单点测试时间小于10秒
- 灵敏度:>1mA/1%奥氏体体积含量
- 测量范围: 0~100%
- 重复测量误差:≤ ±0.5%
- 电源:AC220±5%,50Hz±2%
- 功率≤100W
- 重量:10.00 Kg
- 传感器尺寸:标配φ7mm(可定制)
其他功能:
- 仪器可以与自动化设备连用(可选)
- 使用方便,可移动使用
- 软件可以根据客户要求订制(可选)
- 在线检测

|
|---|
- ATTEN:Mr. CHENG
- TEL:+86 13910088723
- E-MAIL:kingcyy@126.com
| www.aittest.com |
|---|
磁性法与X射线法使用成本对比:
| 采购成本设备使用成本 | 消耗工件成本 | 测试人员要求 | 使用年限 | 最终收益 | |
|---|---|---|---|---|---|
| 磁性法 |
相对较低 无消耗品 |
无工件消耗 | 普通测试人员 | 超过十年 | 成本低 |
| X射线法 |
相对较高 无消耗品 |
备件成本昂贵 | 专业测试人员 | 超过十年 | 成本昂贵 |
| 轴承套圈残奥含量对比 | |
|---|---|

|
|

|
|
| 曲线标定 | |
AITTEST®
AITTEST为用户和研究合作伙伴提供全方位的非破坏性试验技术,不论是基础研究还是应用研究领域。我们的科研人员、工程师和技术人员致力于现代自动化智能化测试应用的开发,包括可行性研究、咨询、培训和考察服务以及创建系统原型。
-
作为一个(MTT)技术领域的国际领先的研发中心,AITTEST致力于:无损检测技术的创新
磁性法技术深度研究
自动化及智能化测试技术的开发
自动化工厂升级 - 以应用为导向的解决方案涵盖在整个价值链当中,目的是加强行业合作伙伴在国内和国际层面的竞争地位。


